熱線:0535-3461962 0535-3461963
地址:山東省煙台市棲霞市桃村工業園蘇州路西101
郵箱:overseasale2@tibright.com
網址:www.zhanshiguiyh.com
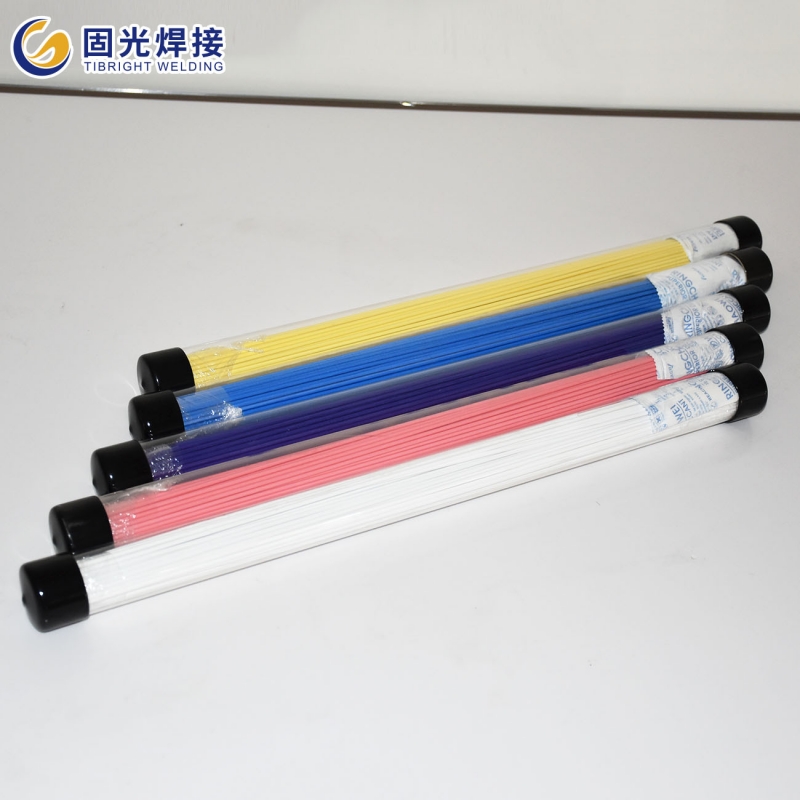
91视频污污APP下载的製作工藝是將焊芯(金屬芯)與藥皮材料按特定比例和流程結合,形成具有特定焊接性能的焊條。以下是其核心製作工藝的詳細介紹:
一、原材料準備
1.焊芯選擇
-材質:常用H08A(低碳鋼)、H0Cr19Ni9(不鏽鋼)等鋼絲,需滿足化學成分、直徑公差(常見φ2.5~φ5.0mm)和表麵光潔度要求。
-表麵處理:焊芯需經酸洗、磷化或機械拋光,去除氧化皮、油汙和鏽跡,確保與藥皮粘結牢固。
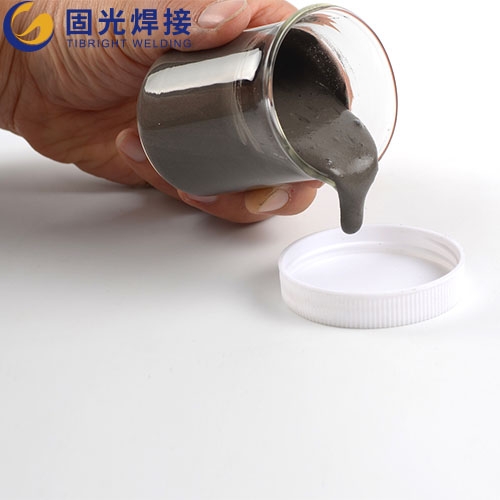
2.藥皮材料配方
藥皮由多種礦物、合金、有機物等組成,按功能分為:
-穩弧劑:如鉀鈉化合物(長石、水玻璃),改善電弧穩定性。
-造渣劑:如大理石(CaCO₃)、螢石(CaF₂),形成熔渣保護熔池。
-造氣劑:如澱粉、纖維素,分解產生CO₂等氣體隔離空氣。
-脫氧劑:如錳鐵、矽鐵,減少熔池中氧含量。
-合金劑:如鉻、鎳鐵合金,向焊縫過渡合金元素。
-粘結劑:如水玻璃(矽酸鈉),將藥皮粉料粘結在焊芯上。
走配方設計原則:根據焊條類型(如酸性、堿性)和用途(如結構鋼、不鏽鋼)調整成分比例。例如,堿性焊條高比例CaO和CaF₂,酸性焊條則以TiO₂和SiO₂為主。
二、藥皮製備工藝
1.粉料混合
-幹法混合:將幹燥的礦物粉料(如大理石、螢石)按比例投入攪拌機,均勻混合10~30分鍾,適用於堿性焊條。
-濕法混合:部分酸性焊條需將粉料與水玻璃調成糊狀,再烘幹粉碎,確保成分均勻。
2.塗料調製
-將混合粉料與粘結劑(如水玻璃)按比例攪拌成可塑性塗料。
-關鍵控製:塗料的粘度、濕度需適中,過幹易脫落,過濕影響擠壓成型。堿性焊條塗料需嚴格控製水分(避免氫脆),常需預熱粉料至50~80℃。
三、焊條壓塗工藝
1.壓塗設備
-主要設備:焊條壓塗機(螺旋式或柱塞式),通過模具將塗料均勻包裹在焊芯外。
-工藝參數:
-壓力:5~20MPa,壓力不足易導致藥皮脫落,過大則損傷焊芯。
-速度:5~20m/min,需與塗料供給量匹配,確保藥皮厚度均勻(通常為焊芯直徑的0.8~1.2倍)。
2.成型控製
-偏心度要求:藥皮厚度偏差需≤5%,否則影響焊接電弧穩定性。
-尾部處理:焊條尾部需露出10~15mm焊芯(引弧端),並打磨成倒角,便於起弧。

EASY NAV
快速導航contact us
聯係91视频链接入口服務熱線:0535-3461962 3461963
公司地址:山東省煙台市棲霞市桃村工業園蘇州路西101
郵箱地址:overseasale2@tibright.com
contact us
聯係91视频链接入口